- GlobalNetwork
-
- Global Site
- Americas
-
- United States
Funkenerosion (EDM)
Toyo Tanso bietet eine breite Palette von Graphitmaterialien für die Funkenerosion an.

Graphit-Elektrodenmaterialien für die Funkenerosion werden in großem Umfang als Funkenerosionselektroden bei der Herstellung verschiedener Formen verwendet, z. B. Kunststoffformen, Druckgussformen, Schmiedeformen und Pressformen, von großen bis zu kleinen Präzisionsformen.
Im Vergleich zu Kupferelektroden haben Graphitelektroden eine hervorragende Bearbeitungsleistung und erzeugen keine Grate, sodass die Geschwindigkeit sowohl bei der Bearbeitung als auch beim Erodieren erhöht werden kann.
Auf diese Weise können Graphit-Elektrodenmaterialien für die Funkenerosion in großem Maße zur Kostensenkung und Qualitätsverbesserung sowie zur Verkürzung der Durchlaufzeiten in einem breiten Spektrum von Märkten, vom Formenbau bis zur Teilebearbeitung, beitragen.
Merkmale
- Leichtes Gewicht
- Gute Verarbeitbarkeit ermöglicht eine schnellere Bearbeitung
- Weniger Grate
- Ermöglicht Ultrapräzisionsbearbeitung und Mikrobearbeitung
Vorteile der Graphitelektrode (im Vergleich zu Kupfer)
Vorteile bei der Elektrodenbearbeitung
1. Keine Gratbildung
Bei der Bearbeitung von Graphit entstehen keine Grate, sodass die sonst bei Kupfer erforderlichen Entgratungsarbeiten entfallen. Daher ist eine Automatisierung möglich.
2. Reduzierte Bearbeitungszeit
Im Vergleich zu Kupfer weist Graphit einen Schneidewiderstand von etwa 1/5 bis 1/10 auf, was eine gute Bearbeitbarkeit und kürzere Bearbeitungszeiten ermöglicht.
Darüber hinaus kann er mit Fräsern mit kleinem Durchmesser bearbeitet werden, und es können integrierte Elektroden hergestellt werden.
3. Geringes Gewicht und einfache Handhabung
Das Gewicht von Graphit beträgt etwa 1/5 des Gewichts von Kupfer, wodurch es leicht zu handhaben ist.
4. Geeignet für die Bearbeitung feiner Formen
Graphit hat einen geringeren Schneidewiderstand als Kupfer, und die Entstehung von Eigenspannungen kann unterdrückt werden, sodass selbst bei feinen Formen weniger Verformung auftritt.
Vorteile beim EDM
1. Kürzere Bearbeitungszeit
Graphit hat eine ausgezeichnete Hitzebeständigkeit und kann einen höheren Strom als Kupfer übertragen, was die Bearbeitungszeit um 30-50% oder mehr reduzieren kann.
2. Geringerer Verschleiß
Aufgrund der ausgezeichneten Hitzebeständigkeit von Graphit ist der durch Hitze verursachte Verschleiß beim Entladen geringer als bei Kupfer.
3. Verkürzung der Entladezeit durch Integration von Elektroden
Graphit, das mit einer integrierten Elektrode bearbeitet werden kann, kann die Erodierzeit im Vergleich zu Kupfer (das eine geteilte Elektrode erfordert) reduzieren.
4. Weniger thermische Verformung
Der lineare Ausdehnungskoeffizient von Graphit liegt bei etwa 1/4 desjenigen von Kupfer, was bedeutet, dass er sich durch Hitze weniger verformen lässt und eine ausgezeichnete Maßgenauigkeit aufweist.
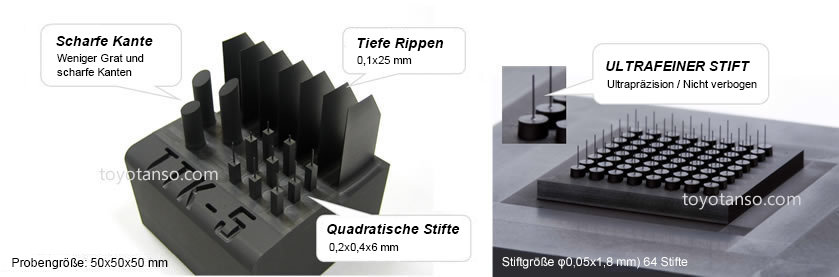
Graphitmaterial für ultrafeine EDM-Elektroden: TTK-Serie
Die von Toyo Tanso entwickelte Güteklasse TTK hat eine ultrafeine Partikelstruktur im Mikrometerbereich.
Diese Eigenschaft ermöglicht scharfe Kanten, einen geringeren Elektrodenverschleiß und eine verbesserte Oberflächenrauheit und -genauigkeit beim Elektrodenschneiden, Drahterodieren und Senkerodieren, was mit herkömmlichen Graphitmaterialien nicht erreicht werden kann.
- 1. Ermöglicht Mikrobearbeitung: Kein Verbiegen selbst bei ultrafeinen Stiften wie Φ0,0019 Zoll
- 2. Reduzierung der Bearbeitungszeit: Im Vergleich zu Metall ermöglicht die gute Verarbeitbarkeit eine schnellere Bearbeitung
- 3. Keine Grate: Da während des Schneidens keine Grate entstehen, kann es sofort nach der Bearbeitung für EDM verwendet werden
- 4. Geringere Verformung: Graphitelektroden verformen sich während des Erodierens nicht durch den Schneidewiderstand oder Hitze wie Metall, sodass eine präzise Erodierbearbeitung möglich ist
Angebot an Graphitmaterialien für die Funkenerosion
Toyo Tanso bietet eine breite Palette von EDM-Materialien an, von der Grob- bis zur Präzisionsbearbeitung, um den unterschiedlichen Anforderungen unserer Kunden gerecht zu werden.

Physikalische Eigenschaften (typisch)
Güte Mikrostruktur Durchschnittliche Korngröße (μm) Dichte (Mg/m3) Härte (Shore) Spezifischer Widerstand (μΩm) ISEM-8 1,78 63 ISO-63 1,78 1,78 1,77 18,0 1. Die vorstehenden Werte sind typische Werte und werden nicht garantiert.

8
13,4

5
76
15,0
TTK-5

4
80
15,5
TTK-9

2
90
2. Die Größe entnehmen Sie bitte den Eigenschaftsdaten des isotropen Graphits.